Boiler Feedwater System: The Lifeblood of Steam Powerplants
Author |Rotormind
Introduction: Why Feedwater Matters in Steam Powerplants
Without water, there is no steam. Without proper feedwater, there is no reliable turbine. This fundamental truth underlies every megawatt generated in steam power plants worldwide, yet the intricate system that delivers this “simple” water remains one of the most misunderstood aspects of power generation.
The relationship between boiler, turbine, and boiler feedwater system forms an inseparable trinity in steam power generation. The boiler transforms feedwater into high-pressure steam, the turbine extracts energy from that steam to generate electricity, and the feedwater system completes the cycle by capturing, treating, and returning water to begin the process anew. Break any link in this chain, and the entire power plant stumbles to a halt.
“Isn’t water just water? Why such a complex system?” This question, common among newcomers to power generation, reveals a critical misconception. The water entering a modern steam boiler isn’t the same H₂O that flows from your tap. It’s a meticulously engineered fluid—stripped of dissolved minerals, adjusted for pH, treated with carefully measured chemicals, and heated to precise temperatures. The difference between ordinary water and proper boiler feedwater is the difference between a power plant that runs for decades and one that fails catastrophically within months.
Whether you’re an engineer designing your first power plant or a veteran operator seeking deeper insights, understanding boiler feedwater system is understanding the heartbeat of steam power generation itself.
Boiler feedwater is treated, pressurized water supplied to the boiler to generate steam—but this simple definition barely scratches the surface of what makes boiler feedwater fundamentally different from any other water in your facility.
Think of boiler feedwater as the premium fuel of the steam cycle. Just as you wouldn’t put crude oil directly into a jet engine, you can’t pump untreated water into a modern boiler and expect reliable operation. Boiler feedwater represents the culmination of multiple treatment processes designed to create high-pressure, high-purity water that can withstand the extreme conditions inside steam generators without causing damage or efficiency losses.
2. Why not just use normal water from the river or tank?
At first glance, this seems like a valid question. After all, water is water—right?
Wrong. Raw water might be perfectly acceptable for everyday use, but it’s poison to a boiler system. Raw water allowed into a boiler will quickly form scale deposits on tube surfaces, reducing heat transfer efficiency and potentially causing tube failures. A single boiler tube failure can force a plant offline for days or weeks, costing hundreds of thousands of dollars in lost revenue and repair costs. Scale buildup reduces heat transfer efficiency, forcing operators to burn more fuel to generate the same amount of steam. Dissolved oxygen accelerates corrosion, while dissolved solids concentrate in the boiler water that carry over to the turbine can damage precision-machined blades worth millions of dollars.
Treated boiler feedwater prevents these problems through systematic removal of problematic substances. Ion exchange systems strip away dissolved minerals, deaerators remove dissolved gases, and chemical treatment programs fine-tune water chemistry for optimal performance.
So, boiler feedwater isn’t just “clean water”—it’s engineered water, tuned to match the exact chemical conditions of the steam cycle that river or tank water could never afford.
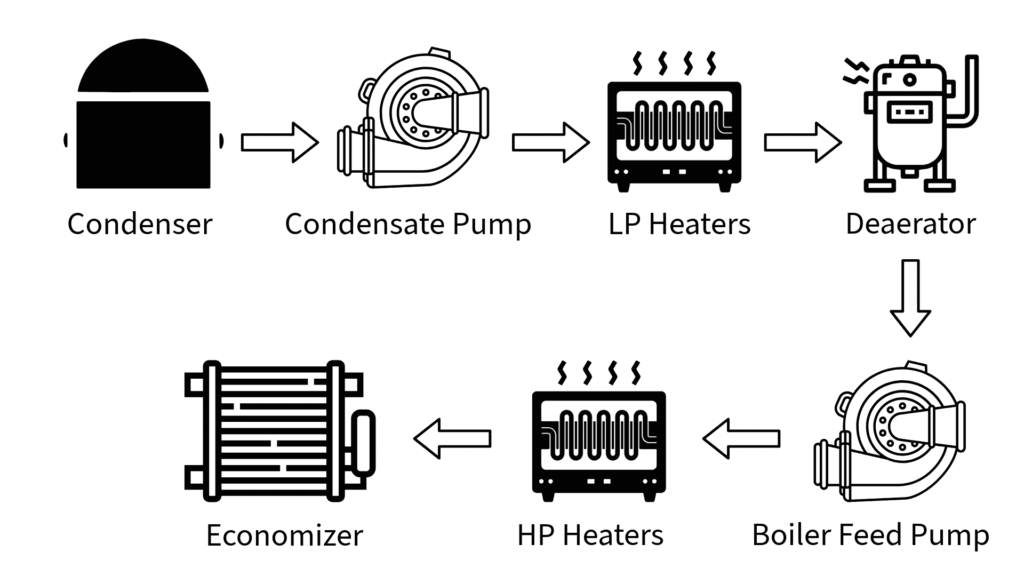
To understand the boiler feedwater system, think of it as a multi-stage relay race. Water begins its journey as condensed steam and gets progressively heated, pressurized, and purified before entering the boiler to become steam again. Each stage in this chain serves a specific purpose, and failure at any point can compromise the entire cycle’s performance.
Boiler Feedwater System
1. Condensate Pumps: The Starting Point
Click here to learn about condensate pumps and the challenges they face
Condensate pumps represent the first energy input in the water-steam cycle, lifting condensed steam from the condenser’s vacuum environment to begin its journey back to the boiler. Think of these pumps as the foundation of your entire feedwater system—they must operate reliably in challenging conditions, handling water at temperatures around 100-120°F while working against the condenser’s vacuum.
These pumps face a unique challenge: they must lift water from a vacuum environment (often 1-2 psia in the condenser) to atmospheric pressure and beyond. This pressure differential, combined with the relatively high temperature of the condensate, makes cavitation a constant concern. The pumps must be carefully selected and maintained to handle these conditions without losing suction or damaging impellers.
2. Low-Pressure Heaters: The Efficiency Boosters
Click here to learn about the functions and purposes of LP heaters
Function:
Low-pressure heaters use extraction steam from low-pressure turbine stages to warm up the feedwater before it enters the deaerator. These heat exchangers serve dual purposes: improving overall thermal efficiency and preventing thermal shock to downstream equipment.
Purposes:
I. The efficiency improvement comes from basic thermodynamics—preheating the feedwater reduces the energy required to generate steam in the boiler. Instead of wasting low-pressure extraction steam to the condenser, the cycle captures this energy to heat incoming feedwater. This process, known as regenerative heating, can improve cycle efficiency by 8-12% compared to a simple Rankine cycle.
II. Thermal shock prevention is equally important. Imagine pouring ice water into a hot glass—the rapid temperature change creates stress that can cause cracking. Similarly, feeding cold water into hot boiler systems creates thermal stresses that can damage headers, tubes, and other pressure parts. The gradual heating process protects equipment while optimizing performance.
3. Deaerator: The Guardian Against Corrosion
Click here to learn how deaerator removes unwanted gases from the feedwater
The deaerator removes dissolved oxygen and other non-condensable gases from the boiler feedwater, serving as a critical barrier against corrosion throughout the steam cycle. This component operates on a simple but effective principle: heating water to its saturation temperature while providing intimate contact with steam reduces the solubility of dissolved gases to near zero.
When the deaerator heats boiler feedwater to around 227°F (near its boiling point at that pressure), the water simply cannot hold much dissolved gas anymore. The oxygen that was comfortably dissolved in cooler water becomes “unwelcome” in the hot environment and wants to escape, ensuring oxygen levels drop below 5 parts per billion. Steam injection acts as a carrier gas to strip dissolved oxygen from the boiler feedwater. The result is thermally deaerated water that won’t attack your expensive boiler tubes and turbine components.
Why does air in water damage metal?
This question highlights a fundamental chemistry concept that costs the power industry millions annually. Dissolved oxygen accelerates electrochemical corrosion, particularly in the high-temperature environment of boiler systems. Oxygen acts as an electron acceptor in corrosion reactions, allowing metal to oxidize much faster than it would in an oxygen-free environment. Even small amounts—measured in parts per billion—can cause significant damage over time.
4. Boiler Feed Pumps (BFPs): The Heart of the System
Click here to learn more about the enormous workload of BFPs
Boiler feed pumps represent the heart of the feedwater system, raising water pressure from the deaerator’s 20 psia to boiler drum pressures that can exceed 2,500 psia in utility applications. This enormous pressure increase—more than 125 times atmospheric pressure—is required because water can’t enter the boiler unless it’s pushed in against the pressure of steam already inside.
The pressure transformation is staggering when you consider the mechanical forces involved. A typical utility BFP might increase water pressure by 2,400 psi, requiring several thousand horsepower and creating internal pressures that could easily rupture standard piping. These pumps must operate continuously at high efficiency while maintaining precise flow control to match steam generation demands.
Field Insight:Operational Challenge
BFP cavitation and seal issues represent two of the most common operational challenges. Cavitation occurs when suction pressure drops below the water’s vapor pressure, causing bubbles to form and collapse violently against impeller surfaces. The telltale signs include unusual noise, vibration, and rapidly deteriorating performance. Preventing cavitation requires maintaining adequate net positive suction head (NPSH), which depends on deaerator pressure, water temperature, and suction piping design.
Mechanical seal failures can shut down the entire unit within minutes, making seal system design and maintenance critical. Modern BFPs often employ dual mechanical seals with barrier fluid systems, temperature monitoring, and automated shutdown protection to prevent catastrophic failures.
Explains how HP heaters make the job easy for boiler
High-pressure heaters continue the regenerative heating process using higher-pressure extraction steam from the turbine, typically raising feedwater temperature to 400-500°F before it enters the boiler. These final heating stages capture the maximum possible energy from extraction steam, pushing cycle efficiency to its practical limits.
The temperature rise in high-pressure heaters represents the final optimization opportunity in the feedwater cycle. By the time water leaves these heaters, it’s approaching the saturation temperature corresponding to boiler pressure, minimizing the energy required for steam generation. This process can improve overall cycle efficiency by an additional 3-5% beyond what low-pressure heating alone provides.
6. Boiler Drum Inlet / Economizer: The Final Checkpoint
Learn how economizer squeezes every possible BTU to put into boiler feedwater
The economizer serves as the final section before evaporation begins, using boiler flue gas to extract every possible BTU while preparing feedwater for steam generation. This heat recovery component typically raises boiler feedwater temperature to within 50-100°F of saturation temperature, maximizing fuel efficiency while providing crucial safety margins.
Safety considerations become paramount at this stage, as boiler feedwater approaches the extreme conditions inside the boiler drum. The economizer must be designed to handle thermal expansion, pressure fluctuations, and potential flow instabilities that can occur as water approaches its boiling point. Proper circulation, adequate tube spacing, and careful attention to water chemistry ensure reliable operation in this critical transition zone between liquid water and steam generation.
Feedwater Control: How Flow is Regulated
In a steam powerplant, boiler feedwater flow isn’t just “turned on” and left alone. Feedwater flow must precisely match steam generation to maintain proper boiler drum water level. However, achieving this balance in practice requires sophisticated control systems that can respond to rapidly changing conditions while maintaining stable operation.
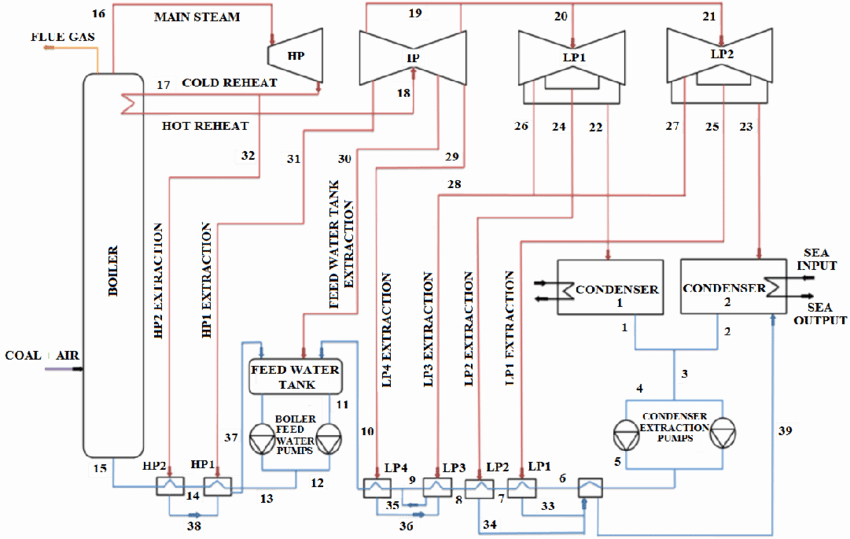
Steam Turbine Water-Steam Cycle (Blue line indicates ‘water’| Red line indicates ‘steam’)
1. The Critical Balance: Why Feedwater Flow Must Match Steam Generation
The relationship between boiler feedwater flow and steam generation creates a delicate equilibrium that directly affects plant safety and efficiency. Too little feedwater flow, and drum water level drops, potentially exposing boiler tubes and creating dangerous overheating conditions. Too much feedwater flow, and boiler drum level rises, potentially causing water carryover into the steam lines, which can damage turbine blades and reduce steam quality.
This balance becomes particularly challenging because steam demand rarely remains constant. As electrical load changes throughout the day, steam flow varies accordingly, requiring immediate and proportional adjustments to feedwater flow.
The physics involved add another layer of complexity. Water has significantly different density than steam, so small changes in steam generation can require large changes in feedwater flow to maintain the same mass balance. Additionally, the energy storage capacity of the boiler drum creates time delays between cause and effect, making simple feedback control inadequate for reliable operation.
2. Types of Control Systems: From Simple to Sophisticated
Modern boiler feedwater control systems have evolved from simple level-based controls to sophisticated multi-element systems that anticipate disturbances before they affect boiler drum level. Each system type offers different advantages depending on plant size, load variability, and operational requirements.
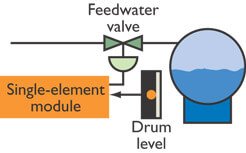
I. Single-Element Control: The Foundation
Single-element control uses only drum water level as the controlled variable, making it the simplest boiler feedwater control approach.
Used in: Small or low-pressure boilers
Controlled Variable: Drum level
How it works: A level sensor measures drum level. If the level drops, more water is added.
Single-Element Control Strategy
Limitation:
No consideration for steam flow or rapid load changes
Purely reactive—it only responds after drum level has already changed. During rapid load changes, this delay can cause dangerous level excursions before the control system can respond effectively.
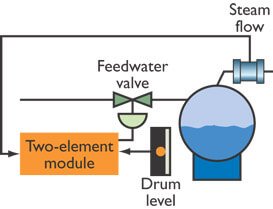
II. Two-Element Control: Adding Feedforward Action
Two-element control improves performance by adding steam flow measurement as a feedforward signal. The system now responds to both boiler drum level (feedback) and steam flow (feedforward), allowing it to anticipate disturbances rather than just react to their effects.
Used in: Medium-capacity boilers with moderate steam demand swings
Controlled Variables:
Drum level
Steam flow
How it works: Adds steam flow as a feedforward signal—anticipates how much water will be needed before the level even drops.
Two-Element Control Strategy
Advantage: Better at handling moderate load changes.
Limitations:
when feedwater flow measurement becomes unreliable or when significant heat input changes occur without corresponding steam flow changes.
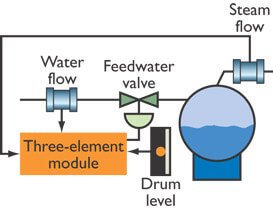
III. Three-Element Control: The Gold Standard
Three-element control adds feedwater flow measurement as the third input, creating a comprehensive control system that monitors drum level, steam flow, and boiler feedwater flow simultaneously.
Used in: Large utility boilers and critical steam systems
Controlled Variables:
Drum level
Steam flow (outgoing)
Feedwater flow (incoming)
How it works: This loop balances the inflow and outflow while keeping drum level stable—even under fast load ramps.
Three-Element Control Strategy
Advantages:
Best response to rapid load changes
Handles shrink and swell effects effectively
Prevents overfilling or starvation
Feedback vs. Feedforward: Two Different Control Philosophies
Feedback Control: Reacting to What Already Happened Feedback control is reactive—it waits for the controlled variable (drum level) to deviate from setpoint, then takes corrective action.
The problem with feedback alone: By the time you detect the error, damage might already be done. If drum level drops significantly before the control system responds, you could expose boiler tubes or create unsafe conditions.
Feedforward Control: Anticipating What’s About to Happen Feedforward control is proactive—it measures disturbances before they affect the controlled variable and takes preemptive action.
The advantage: Feedforward prevents problems instead of just correcting them after they occur.
Common Feedwater System Problems & Symptoms
1. Pump Cavitation: The Silent Equipment Killer
What it is: Pump cavitation occurs when suction pressure drops below the water’s vapor pressure, causing bubbles to form and violently collapse against impeller surfaces. This phenomenon can destroy pump internals within hours if left uncorrected.
Typical Causes: Insufficient deaerator level, plugged suction strainers, excessive suction line pressure drop, or pump operating outside its design curve due to throttled discharge valves.
2. Valve Chatter or Hunting: Control System Instability
What it is: Valve hunting occurs when the control system cannot find a stable operating point, causing the valve to oscillate continuously. This problem wastes energy, damages valve internals, and creates operational instability throughout the boiler feedwater system.
Typical Causes: Improper controller tuning (particularly integral time too fast), valve sizing issues, inadequate actuator response, or mechanical problems like sticking valve stems or worn linkages.
3. Deaerator Level Instability: The Cascade Effect
What it is: Fluctuating water level in the deaerator, affecting suction head to the Boiler Feed Pumps.
Typical Causes: Imbalanced condensate return, faulty level measurement, inadequate deaerator sizing for current operating conditions, or steam supply problems affecting normal operation.
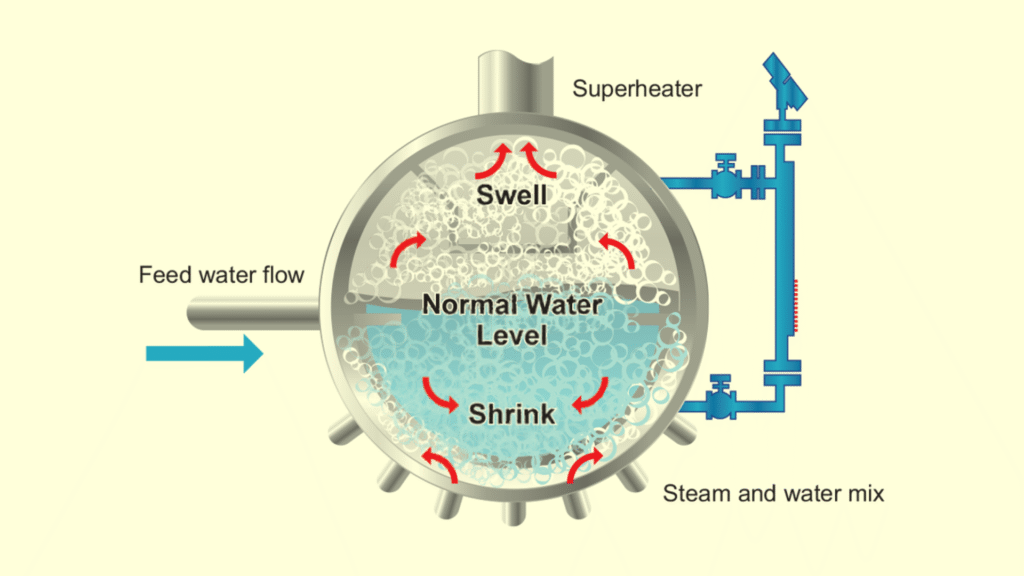
Why does the drum level fluctuate during load changes: Shrink & Swell
When electrical load increases suddenly, operators typically increase firing rate to generate more steam. However, drum water level initially rises rather than falls, even though more steam is being produced. This seemingly contradictory behavior occurs because the increased heat input creates more bubbles in the boiler tubes, increasing the average density difference between the water in the tubes and the water in the drum.
The physics behind this effect involves two-phase flow dynamics. As heat input increases, more vigorous boiling occurs in the boiler tubes, creating a higher void fraction (percentage of steam bubbles) in the tube bundle. This lighter mixture in the tubes enhances natural circulation, drawing more water from the drum into the tubes and causing drum level to rise temporarily. This is called “swell.”
The opposite occurs when load decreases. Reduced firing rate means less vigorous boiling, lower void fraction in the tubes, and reduced circulation driving force. Water flows back from the tubes to the drum, but the overall water inventory appears to decrease because the mixture is denser. This causes drum level to drop temporarily, a phenomenon called “shrink.”
Shrink and Swell Effect
4. Poor Drum Level Control: System-Wide Impact
What it is: Unstable or drifting drum level that doesn’t match steam demand or load conditions.
Typical Causes: Inadequate control system design (single-element instead of three-element), faulty level measurement, improper controller tuning, or mechanical problems with feedwater control valves.
5. Oxygen Pitting / Corrosion: The Hidden Destroyer
What it is: Corrosion inside piping, heaters, or boiler tubes caused by dissolved oxygen in feedwater.
Typical Causes: Deaerator malfunction, air in-leakage in the condensate system, inadequate chemical treatment, or problems with oxygen scavenging chemical feed systems.
6. Heater Tube Leakage: Performance and Safety Concerns
What it is: Internal leakage in feedwater heaters where steam leaks into the water side or vice versa.
Typical Causes: Tube erosion from high-velocity steam or water, thermal fatigue from cycling operation, corrosion from poor water chemistry, or mechanical damage from water hammer or improper operation.
Boiler Feedwater System Fault Symptoms & Troubleshooting Chart
Problem Type
Primary DCS Indicators
Field Signs
Immediate Actions
Severity
Pump Cavitation
• Discharge pressure fluctuating 50-100 psi • Flow indication unstable • Motor current irregular • High vibration alarms
• “Marbles in blender” noise • Excessive vibration • Reduced flow output • Metal debris in strainers
• Check deaerator level • Verify suction strainer condition • Reduce pump loading if possible
HIGH – Can destroy pump in hours
Valve Hunting
• Control valve position oscillating • Process variable cycling • Controller output fluctuating • Repeated deviation alarms
•Buzzing/hammering from valve • Visible stem movement • Water hammer in piping • Erratic flow in sight glasses
• Switch to manual control • Check controller tuning • Inspect valve actuator
Boiler feedwater is not just water—it is a precisely controlled medium, defined by its chemical purity, thermodynamic properties, and regulation accuracy. Any deviation—whether in quality, flow, or control—can compromise boiler integrity, turbine efficiency, and plant reliability. In essence:
Feedwater reliability underpins both turbine life and boiler safety
Engineers must develop a deep understanding of the boiler feedwater system early in their careers. It is not an auxiliary loop—it is a critical backbone of steam generation. From water treatment and deaeration to multi-element control loops and heater management, every element of this system has a direct impact on operational performance and asset longevity.
An engineer who understands boiler feedwater doesn’t just operate a powerplant—they protect it.




2 Comments
Comments are closed.